Mehr Wissen, mehr Nutzen
Metallveredlung ist ein komplexes Thema. Mit unserem Wissensbereich geben wir Ihnen Einblick in Fachbegriffe, Verfahren und Konstruktionsregeln. So profitieren Sie von unserer Erfahrung und vermeiden typische Fehler schon in der Planung.







Eigene Photovoltaikanlage – Verantwortung aus Überzeugung
Die Schild Metallveredlung AG investiert konsequent in eine nachhaltige und zukunftsorientierte Energieversorgung. Mit einer Photovoltaikanlage mit 230 kWp Leistung produzieren wir einen bedeutenden Teil unseres Strombedarfs selbst aus erneuerbarer Energie.
🌞 Umweltwirkung auf einen Blick
- Jährliche Stromproduktion: ca. 230’000 kWh
- CO₂-Einsparung: rund 23 Tonnen CO₂ pro Jahr
- Entspricht:
- 🚗 ca. 145’000 km Autofahrt
- 🌳 der Klimawirkung von über 1’800 Bäumen pro Jahr
Durch die Nutzung von Solarenergie reduzieren wir aktiv unseren CO₂-Fussabdruck und leisten einen messbaren Beitrag zur Dekarbonisierung der Industrie in der Schweiz.
♻️ Nachhaltigkeit als Teil unserer Unternehmensstrategie
Die Eigenproduktion von Solarstrom:
- senkt unseren Energieverbrauch aus fossilen Quellen
- erhöht unsere Unabhängigkeit vom Strommarkt
- unterstützt unsere Kunden dabei, ihre Lieferkette nachhaltiger zu gestalten
Nachhaltigkeit verstehen wir nicht als Trend, sondern als langfristige Verantwortung gegenüber Umwelt, Kunden und kommenden Generationen.


Die galvanische Schicht nimmt Einfluss auf die Eigenschaft des Bauteils. Deshalb ist es wichtig das bereits bei der Gestaltung des Bauteils die Eigenschaften des Schichtsystems berücksichtigt werden.
Sinnvollerweise findet zwischen allen Beteiligten
- Fertigungsplaner
- Konstrukteur
- Galvaniker
ein Dialog statt. (Ist eine Forderung der bekannten Q-Normen)
Wechselwirkungen der Bauteilform und der Schichtbildung müssen bekannt sein.
Der Konstrukteur (nicht nur er) sollte die Grundprinzipien der galvanischen Metallabscheidung kennen.
Hierzu gehören: Einflüsse der Bauteilform und Wechselwirkungen mit den Feldlinien beim Galvanisieren. Schichtverteilung auf dem Bauteil, oder Bauteilen einer Charge je nach Art der Behandlung (Gestell oder Trommel)
Galvanik ist ein elektrochemisches Verfahren, bei dem ein Gegenstand mit einer dünnen Metallschicht überzogen wird, um seine Oberfläche zu veredeln, zum Beispiel zum Schutz vor Korrosion oder für dekorative Zwecke. Dabei wird ein Strom durch eine leitende Lösung (Elektrolyt) geleitet, wodurch Metallionen von einer Elektrode auf den zu beschichtenden Gegenstand übertragen werden.
Wie funktioniert die Galvanik?
- Vorbereitung: Der Gegenstand muss zunächst gründlich gereinigt werden, beispielsweise durch Entfetten und Beizen, um Verunreinigungen zu entfernen.
- Elektrolytisches Bad: Der zu beschichtende Gegenstand wird als Minuspol (Kathode) in ein elektrolytisches Bad eingetaucht. Das Metall, das als Überzug dienen soll, wird als Pluspol (Anode) und/oder in Form von Metallionen in der Lösung bereitgestellt.
- Stromfluss: Wird ein Gleichstrom angelegt, werden die Metallionen aus der Lösung gelöst und wandern zur negativ geladenen Kathode, wo sie sich in einer dünnen, gleichmäßigen Schicht ablagern.
- Anwendung: Die Verfahren werden unter anderem zum Korrosionsschutz, zur Erhöhung der Härte oder für dekorative Zwecke eingesetzt, wie z.B. bei der Vergoldung oder Versilberung.
Anwendungsbeispiele
- Metallbeschichtung: Auf Metallteile, wie Auto- oder Fahrradkomponenten, um sie vor Rost zu schützen.
- Schmuckherstellung: Zur Veredelung von Schmuckstücken mit Edelmetallen.
- Zahntechnik: Zur Herstellung von Zahnersatz, wie Brücken oder Kronen.
- Elektronik: Zur Beschichtung von Leiterplatten.
Wir reinigen Edelstahl chemisch. Saeurehaltige Beizmittel entfernen Oxide, Anlauffarben und Zunder. So entsteht eine metallisch reine Oberfläche, auf der sich eine schützende Chromoxid-Passivschicht bildet.
Funktionsweise und Ziele
- Entfernung von Verunreinigungen: Zunder, Anlauffarben, Oxide werden geloest.
- Metallische Reinigung: Oberfläche wird metallisch rein.
- Passivschicht: Grundlage fuer wirksamen Korrosionsschutz.
- Optik: Auf Wunsch matte, einheitliche Oberfläche.
Verwendete Mittel
- Beizmittel: Salpetersaeure (HNO3) und Flusssaeure (HF).
- Formen: Baeder, Pasten, Spruehpasten.
- Sicherheit: Sachgerechte Lagerung, Anwendung und Entsorgung.
Anwendungsbereiche und Methoden
- Methoden: Tauchbeizen, Spruehbeizen, Rotationsbeizen.
- Zweck: Korrosionsschutz und laengere Lebensdauer.
- Einsatz: Besonders bei warmgewalztem Stahl und Edelstahl.
Wir glätten, reinigen und polieren Metalloberflächen elektrochemisch. Das Werkstück dient als Anode in einem Elektrolytbad, die angelegte Gleichspannung trägt mikroskopische Spitzen ab. Besonders bei Edelstahl entsteht eine glatte, leicht zu reinigende, korrosionsfeste und hochglänzende Oberfläche.
Der Prozess
- Metallteil in ein geeignetes Elektrolytbad eintauchen.
- Gleichspannung anlegen, Werkstück wird zur Anode.
- Bevorzugter Abtrag der Oberflächenspitzen.
- Ergebnis: sehr glatte, gereinigte, oft metallisch reine Oberfläche.
Vorteile
- Glätte: Deutliche Rauheitsreduktion, fördert die Passivierung von Edelstahl.
- Korrosionsschutz: Bessere Beständigkeit durch saubere, passive Oberfläche.
- Reinigung: Leicht zu reinigen und zu desinfizieren.
- Keine Belastung: Kein mechanischer oder thermischer Stress.
- Entgraten: Kanten und Grate werden abgerundet.
- Glanz: Dekorativ, hochglänzend, reflektierend.
Anwendungsgebiete
- Medizintechnik: Chirurgische Instrumente, Spitalausstattung.
- Lebensmittelindustrie: Anlagen für Lebensmittel- und Wasseraufbereitung.
- Automobilindustrie: Polierte Komponenten wie Scheinwerferteile und Felgen.
- Weitere: Kosmetikverpackungen, Haushalts- und Badezimmereinrichtungen, elektronische Bauteile.
Werkstoffbezogene Normen
DIN 50939-1 / DIN 50939-2 – „Metallische Oberflächen – Elektropolieren von Edelstahl“
→ Bezieht sich auf chemisch-elektrolytisches Glätten und Passivieren von rostfreiem Edelstahl.
DIN EN 10088 – Edelstahl-Normen, wichtig für die Auswahl der richtigen Legierung für Elektropolieren.
ASTM B912 – Standard Practice for Electropolishing Stainless Steel.
ASTM A967 / A380 – Passivieren von Edelstahl nach dem Elektropolieren (Korrosionsbeständigkeit).
ASTM E407 – Oberflächenrauheitsmessung nach metallografischen Methoden.
Kurz gesagt:
Für Edelstahl → DIN 50939, ASTM B912, ASTM A967
Galvanische Überzüge
Verfahren für die Spezifizierung allgemeiner Anforderung Die Bezeichnung muss sich aus folgendem zusammensetzen:
- galvanischer Überzug;
- der Nummer der europäischen Norm, der betreffende Überzug entsprechen muss:
(z. B. DIN 50961, DIN EN 12329 usw.)
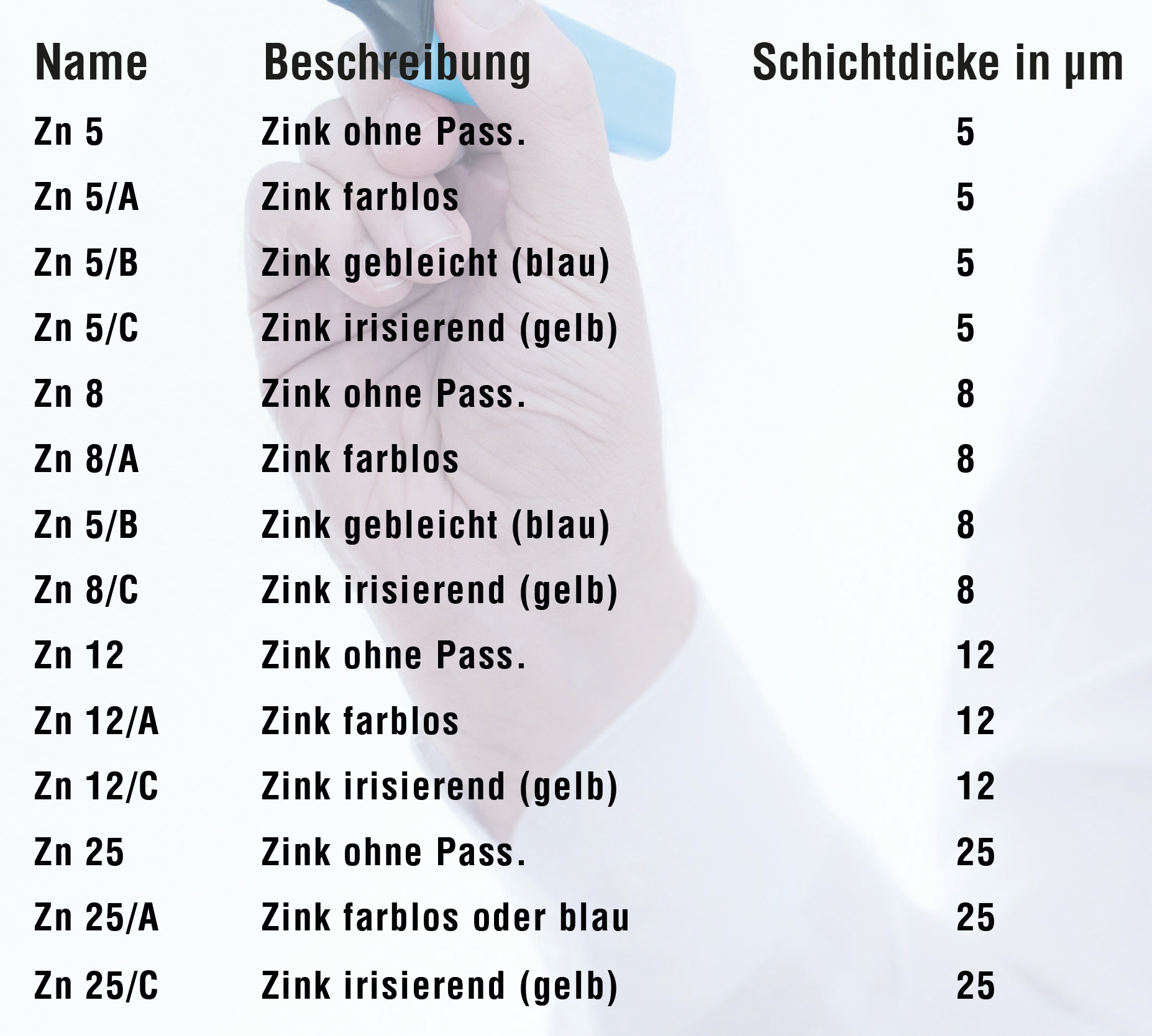
DIN Normen 50961 oder EN 12329 – Fe/Zn8/B Galvanisch Verzinkt nach Din EN 12329
Fe = Grundmaterial Eisen
Zn = Zink
8 = 8mµ Schichtdicke bestimmter Messpunkt
B = Transparentpassivierung (Blaupassivierung) Chrom(VI)-frei
Beispiele von Normen Bezeichnungen DIN EN ISO 2081 / DIN EN 12329 / DIN 50961
Durchdachte Systeme machen die Galvanotechnik umweltverträglich. Der sorgsame Umgang mit Rohstoffen, Wasser und Energie führt zu einem ausgewogenen Kosten-Nutzen-Ergebnis. Durch verantwortungsbewussten Umgang mit Elektrolyten und Spülen wird die Umweltbelastung minimiert. Da sich durch das Faraday‘sche Gesetz die Menge des eingesetzten Materials exakt bestimmen lässt, ist Sparsamkeit bei der galvanischen Metallabscheidung in jedem Fall das Grundprinzip. Leisten sie einen Beitrag an die Umwelt und vermeiden sie Warmwalzstahl (Schwarzstahl) zum Galvanisieren!

Vermeiden von schöpfenden Teilen in der Galvanik
In der Galvanik spielt die richtige Bauteilkonstruktion eine entscheidende Rolle für stabile Prozesse und perfekte Oberflächen. Ein wichtiger Punkt dabei ist das Vermeiden von schöpfenden Teilen. Als schöpfend gelten Bauteile, deren Form beim Eintauchen in die Prozessbäder Flüssigkeit aufnimmt oder festhält – zum Beispiel durch Hohlräume, Vertiefungen oder ungünstige Winkel.
Warum schöpfende Teile problematisch sind
- Verschleppung von Chemikalien: Zurückgehaltene Flüssigkeiten gelangen ungewollt in nachfolgende Bäder und beeinträchtigen deren Stabilität.
- Qualitätsrisiken: Eingeschlossene Luft oder nicht vollständig ablaufende Lösungen führen zu Fehlstellen und ungleichmäßigen Beschichtungen.
- Höhere Kosten: Zusätzlicher Chemikalienverbrauch und erhöhter Aufwand für Reinigung, Nacharbeit und Entsorgung.
- Umweltbelastung: Mehr Abwasser und Chemikalienverbrauch belasten Umwelt und Ressourcen.

Wie sich schöpfende Teile vermeiden lassen
- Bauteile offen und durchlässig konstruieren, damit Flüssigkeit frei ablaufen kann.
- Hohlräume vermeiden oder mit Entlüftungs- und Ablaufbohrungen versehen.
- Bauteilorientierung so wählen, dass keine Flüssigkeit eingeschlossen wird.
- Bei kritischen Geometrien durch geeignete Vorrichtungen oder Bewegungsabläufe für optimalen Flüssigkeitsaustritt sorgen.
- Ihr Vorteil
Durch konstruktiv optimierte Bauteile reduzieren Sie Prozessrisiken, erhöhen die Beschichtungsqualität und senken gleichzeitig Kosten und Umweltbelastung. Eine frühzeitige Abstimmung zwischen Konstruktion und Galvanik führt zu zuverlässig hervorragenden Ergebnissen.

Geschlossene Kammern und Hohlräume in der Galvanik
Für eine einwandfreie Beschichtung ist die richtige Bauteilkonstruktion entscheidend. Besonders geschlossene Kammern und Hohlräume bergen Risiken, da sie Prozessmedien einschließen oder den Austritt von Flüssigkeiten behindern können. Das führt zu Fehlstellen, Verschleppungen und instabilen Prozessbedingungen.
Warum definierte Öffnungen unerlässlich sind
Damit Elektrolyte und Spülmedien frei ein- und ausströmen können, benötigen Hohlräume klar definierte Öffnungen. Ohne diese können sich Luftblasen bilden, die eine vollständige Benetzung verhindern – ein häufiger Grund für ungleichmäßige Schichtbildung und Qualitätsabweichungen.
Zurückgehaltene Flüssigkeiten gelangen zudem in nachfolgende Prozessschritte und beeinträchtigen deren chemische Stabilität.
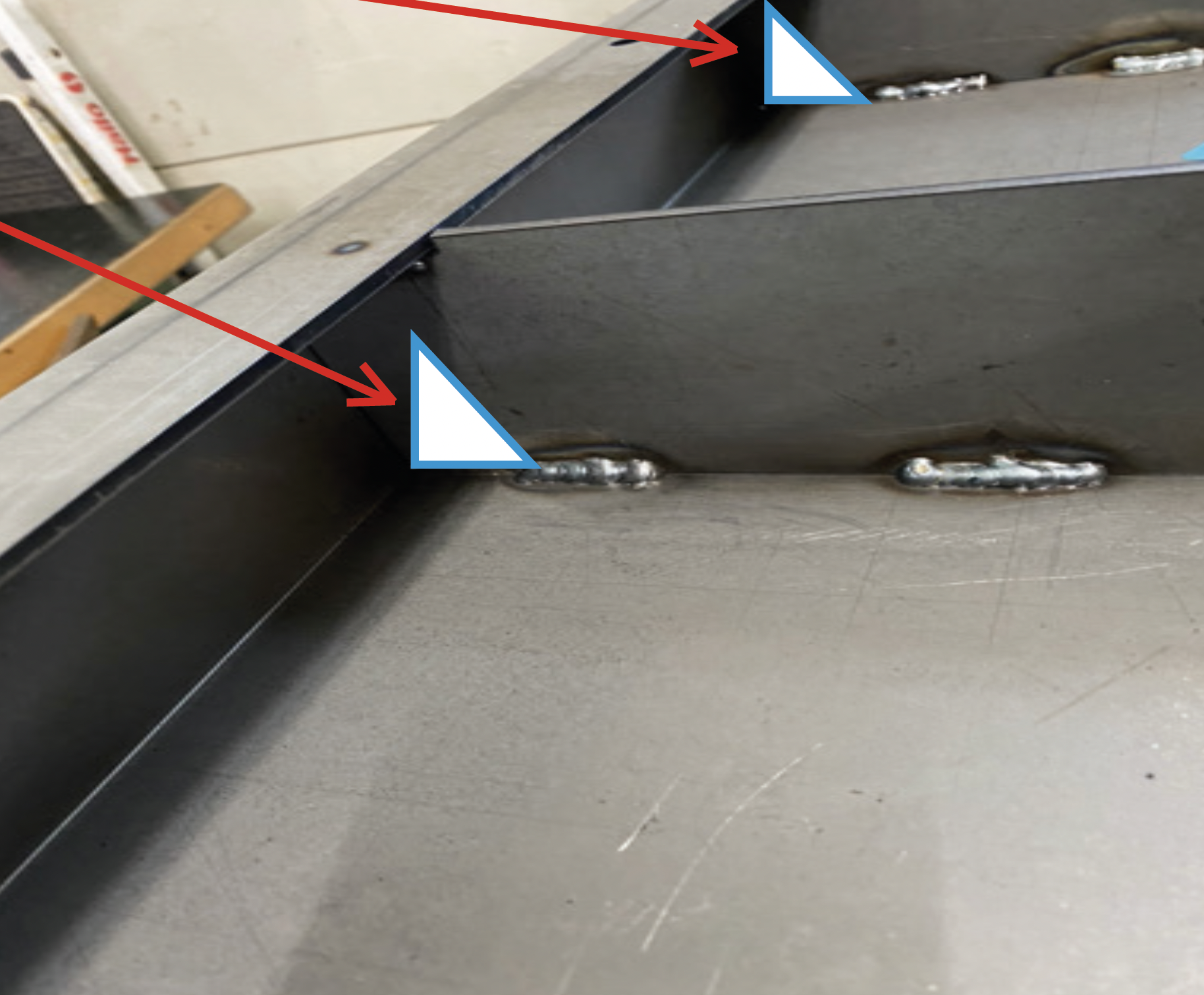
Bewährte Lösung: 45°-Ausschnitte
In der Praxis hat sich eine konstruktive Maßnahme besonders bewährt:
Ausgeschnittene 45°-Bereiche in den Ecken von Hohlräumen oder Kammern.
Diese bieten mehrere Vorteile:
- Sicheres und vollständiges Ablaufen aller Medien
- Optimale Benetzung und Durchströmung während der Beschichtung
- Minimierte Verschleppung und weniger Prozessstörungen
- Konstante Qualität und reproduzierbare Ergebnisse
Durch diese gezielte Öffnung wird die Geometrie galvanikgerecht und ermöglicht einen stabilen, zuverlässigen Beschichtungsprozess.
Ihr Nutzen
Konstruktiv optimierte Bauteile erhöhen die Prozesssicherheit und reduzieren Nacharbeit, Chemieverbrauch und Produktionskosten. Die Schild Metallveredlung AG unterstützt Sie gerne dabei, Bauteile galvaniktauglich zu gestalten – für perfekte Oberflächen und langlebige Ergebnisse.
Spezialschmierstoffe und ihre Auswirkungen auf die Vorbehandlung
In vielen Fertigungsprozessen kommen Spezialschmierstoffe zum Einsatz, um Bauteile beim Umformen, Tiefziehen oder Stanzen zuverlässig zu schützen. Was in der Herstellung notwendig ist, kann in der Galvanik jedoch zum Problem werden: Diese Schmierstoffe hinterlassen oft hartnäckige Rückstände, die die Vorbehandlung erheblich erschweren.
Herausforderung durch Schmierstoffrückstände
Bleiben Schmierstoffe auf der Oberfläche zurück, kann dies:
- die Reinigung und Entfettung deutlich verkomplizieren
- die Aktivierung der Metalloberfläche beeinträchtigen
- zu Haftungsproblemen und ungleichmäßigen Schichten führen
- Qualitätsabweichungen oder Ausschuss verursachen
Je komplexer oder stärker additiviert ein Schmierstoff ist, desto aufwendiger wird seine Entfernung.
Reinigungsrouten gezielt planen
Damit Bauteile problemlos beschichtet werden können, ist eine präzise Planung der Reinigungs- und Vorbehandlungsschritte unerlässlich. Wichtig sind dabei:
- Auswahl geeigneter Reinigungschemie
- abgestimmte Kombination aus mechanischer und chemischer Vorbehandlung
- ausreichende Einwirkzeiten und Temperaturführung
- frühzeitige Klärung mit dem Galvanikpartner
Eine klare Kommunikation sorgt dafür, dass alle Beteiligten wissen, mit welchen Schmierstoffen die Bauteile in Berührung gekommen sind – und welche Reinigungsstrategie notwendig ist.
Besondere Hinweise bei Umformprozessen
Wurden Bauteile beim Verformen mit speziellen Schmierstoffen behandelt, sollten diese Informationen unbedingt vorab weitergegeben werden. So kann die optimale Reinigungsmethode festgelegt und die Beschichtbarkeit zuverlässig gewährleistet werden.
Unser Service für Sie
Die Schild Metallveredlung AG unterstützt Sie aktiv bei der Auswahl geeigneter Reinigungsrouten und sorgt für eine sichere, reproduzierbare Vorbehandlung. Dadurch schaffen wir die Grundlage für perfekte Oberflächen und höchste Beschichtungsqualität.

Bauteile, die zum Verkleben neigen
Bestimmte Bauteile neigen während der galvanischen Beschichtung dazu, im Wasser oder Elektrolyt aneinander zu haften. Besonders flache Blechteile, Unterlegscheiben oder sehr kleine Einzelteile, die sich ineinander verhaken können, stellen dabei eine Herausforderung dar. Wenn solche Teile zusammenkleben, kommt es zu unzureichender Benetzung, Fehlstellen und Qualitätsabweichungen.
Warum das Verkleben zum Problem wird
- Metallteile liegen während Spül- und Prozessschritten dicht aneinander
- Wasserfilme oder Oberflächenspannung lassen dünne Teile fest zusammenhaften
- Ineinander verhakte Kleinteile verhindern eine vollständige Beschichtung
- Es entstehen Fehlstellen, unbeschichtete Bereiche und mögliche Stillstände im Prozess

Formgebung und Prozesswahl optimieren
Um das Risiko des Verkleben zu minimieren, sollten Konstruktion und Prozessauswahl frühzeitig abgestimmt werden. Bewährt haben sich:
- Geometrische Anpassungen, um flächiges Aneinanderliegen zu verhindern
- Optimierte Teiletrennung, z. B. durch Abstandshalter oder veränderte Werkstückaufnahmen
- Prozessseitige Maßnahmen wie veränderte Bewegungsprogramme, Schwenken oder Rotieren
- Angepasste Chargengrößen, um das Risiko des Verklemmen oder Stapelns zu reduzieren
Ihr Vorteil
Durch eine geeignete Formgestaltung und abgestimmte Prozessführung lassen sich Stillstände, Ausschuss und Nacharbeit deutlich reduzieren. Die Schild Metallveredlung AG unterstützt Sie gerne dabei, Bauteile galvanikgerecht auszulegen und eine störungsfreie, qualitativ hochwertige Beschichtung sicherzustellen.

1. Schlechte Haftung der Schicht
Poren oder Lunker („Löcher“) wirken wie kleine Hohlräume. Beim Galvanisieren können sich dort Chemikalien oder Gase einschließen. Das führt später zu:
- Blasenbildung
- Abblättern der Schicht
- Lokaler Korrosion
2. Unregelmäßiges Schichtbild
Poren erzeugen:
- dunkle Stellen
- matte Bereiche
- sichtbare Pünktchen oder Krater
- ungleichmäßige Schichtdicke
Grund: Der Strom verteilt sich an porösen Stellen schlechter.

3. Korrosionsanfälligkeit
Poren sind „Angriffspunkte“ für:
- Feuchtigkeit
- Salze
- Sauerstoff
Damit wird die Schutzwirkung der galvanischen Schicht reduziert.
4. Probleme bei Folgeprozessen
Wenn die Teile später:
- lackiert,
- verklebt oder
- mechanisch beansprucht werden,
können Poren zu Haftungsproblemen oder Rissen führen.
Was kann man tun?
- Mechanisches Polieren/Schleifen zur Porenreduzierung
- Bessere Grundmaterialqualität

Beispiele für Rohteile aus Stahl – typische Herausforderungen erkennen
Damit ein Stahlbauteil zuverlässig und hochwertig galvanisch beschichtet werden kann, ist der Zustand des Rohteils entscheidend. Besonders nach dem Schweissen oder Löten treten häufig Rückstände auf, die den Beschichtungsprozess erheblich beeinflussen können.
Eingebrannte Fette an Schweissstellen
Ein häufiges Beispiel ist ein Stahl-Rohteil, das an der Schweissnaht eingebranntes Fett oder Öl aufweist. Diese Rückstände entstehen, wenn Schmier- oder Trennmittel während des Schweissprozesses verbrennen. Sie verbinden sich fest mit der Oberfläche und lassen sich nur mit geeigneten Reinigungsverfahren entfernen.
Solche Verunreinigungen führen zu:
- mangelnder Benetzung und Aktivierung der Oberfläche
- Haftungsproblemen der Beschichtung
- Flecken, Fehlstellen oder ungleichmäßigen Schichtdicken
- erhöhtem Aufwand in der Vorbehandlung

Unzureichend gereinigte Löttstellen
Ein weiteres Problem entsteht, wenn ein Bauteil nach der Lötbehandlung nicht ordnungsgemäss gereinigt wird. Zurückbleibende Flussmittel, Oxide oder verbrannte Rückstände beeinträchtigen die galvanische Haftung massiv und müssen vollständig entfernt werden, bevor eine Beschichtung möglich ist.
Warum die Qualität des Rohteils entscheidend ist
Ein sauberes, korrekt vorbereitetes Rohteil erleichtert die Vorbehandlung, reduziert den Chemieverbrauch und stellt sicher, dass die galvanische Schicht optimal haftet. Je sauberer ein Stahlrohteil angeliefert wird, desto effizienter und stabiler verläuft der Beschichtungsprozess – und desto besser wird das Endprodukt.

Unser Hinweis
Die Schild Metallveredlung AG empfiehlt, Rohteile bereits vor dem Anliefern auf Schweiss- und Lötstellen sowie mögliche Rückstände zu prüfen. Gerne unterstützen wir Sie dabei, optimale Voraussetzungen für eine perfekte Metallveredelung zu schaffen.
Fehlstellen in der Stahloberfläche beeinflussen das Galvanisierergebnis
Für eine hochwertige galvanische Beschichtung ist die Qualität der Stahloberfläche entscheidend. Fehlstellen, Einschlüsse oder kleine Beschädigungen im Rohmaterial wirken sich direkt auf das Endergebnis aus – selbst bei optimal eingestellten Prozessparametern.
Warum Fehlstellen problematisch sind
Unregelmässigkeiten in der Stahloberfläche können:
- zu ungleichmässiger Schichtbildung führen
- sichtbare Punktfehler oder Schatten erzeugen
- die Haftung der Beschichtung beeinträchtigen
- Korrosionsschutz und Optik negativ beeinflussen
- Da die galvanische Schicht die Struktur des Untergrunds übernimmt, werden vorhandene Fehler oft sogar deutlicher sichtbar.
Saubere Oberflächen als Voraussetzung
Um ein optimales Ergebnis zu erzielen, sollten Rohteile möglichst frei von:
- Kratzern, Schlagstellen und Werkzeugspuren
- Poren, Lunkern oder Materialeinschlüssen
- Zunder, Rost oder starken Oxidschichten
angeliefert werden.
Unser Hinweis
Die Schild Metallveredlung AG empfiehlt, Stahlteile bereits im Produktionsprozess sorgfältig zu prüfen und sicherzustellen, dass die Oberfläche für die galvanische Weiterverarbeitung geeignet ist. So lassen sich Fehlstellen vermeiden und ein hochwertiges, gleichmässiges Beschichtungsergebnis gewährleisten.

Fehlstellen in der Stahloberfläche beeinflussen das Galvanisierergebnis
Für eine hochwertige galvanische Beschichtung ist die Qualität der Stahloberfläche entscheidend. Fehlstellen, Einschlüsse oder kleine Beschädigungen im Rohmaterial wirken sich direkt auf das Endergebnis aus – selbst bei optimal eingestellten Prozessparametern.
Warum Fehlstellen problematisch sind
Unregelmässigkeiten in der Stahloberfläche können:
- zu ungleichmässiger Schichtbildung führen
- sichtbare Punktfehler oder Schatten erzeugen
- die Haftung der Beschichtung beeinträchtigen
- Korrosionsschutz und Optik negativ beeinflussen
Da die galvanische Schicht die Struktur des Untergrunds übernimmt, werden vorhandene Fehler oft sogar deutlicher sichtbar.
Saubere Oberflächen als Voraussetzung
Um ein optimales Ergebnis zu erzielen, sollten Rohteile möglichst frei von:
- Kratzern, Schlagstellen und Werkzeugspuren
- Poren, Lunkern oder Materialeinschlüssen
- Zunder, Rost oder starken Oxidschichten
- angeliefert werden.
Unser Hinweis
Die Schild Metallveredlung AG empfiehlt, Stahlteile bereits im Produktionsprozess sorgfältig zu prüfen und sicherzustellen, dass die Oberfläche für die galvanische Weiterverarbeitung geeignet ist. So lassen sich Fehlstellen vermeiden und ein hochwertiges, gleichmässiges Beschichtungsergebnis gewährleisten.

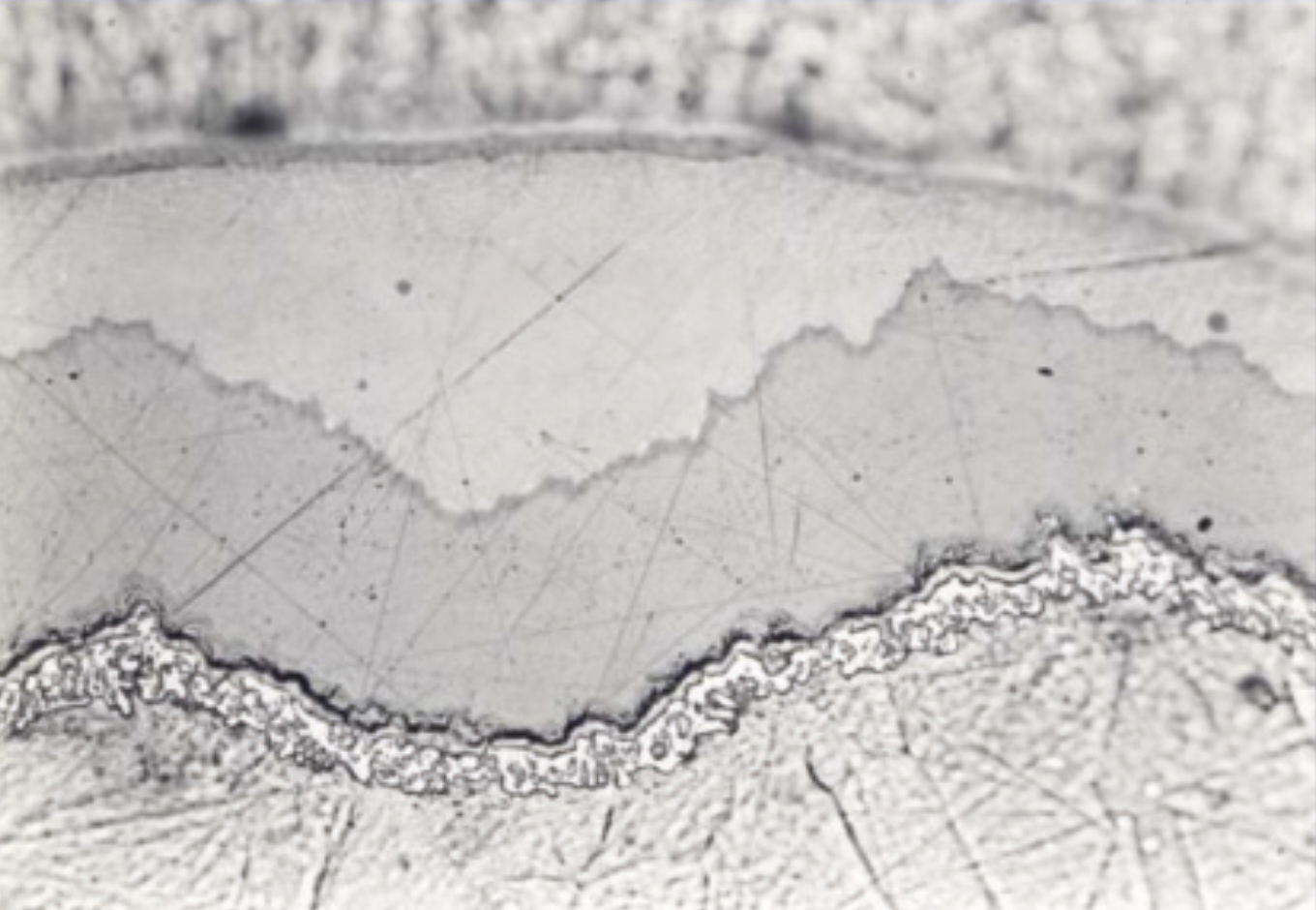
Schichtdickenmessung
Messwerte dokumentieren die minimalen und maximalen Schichtdicken auf Aussen- und Innenflächen. Diese Unterschiede berücksichtigen wir bereits in der Konstruktion, sodass jedes Bauteil trotz variierender Schichtaufbauten massgenau und funktional bleibt.
Messwerte zeigen minimale und maximale Dicken an Aussen- und Innenflächen. Diese Unterschiede berücksichtigen wir konstruktiv.

Für Gestellware braucht es eine sichere Aufhängung. So stellen wir Stromweg und Ablauf sicher.
Die Artikel müssen immer eine Aufhängemöglichkeit haben z.b. eine Bohrung min ø 6mm.

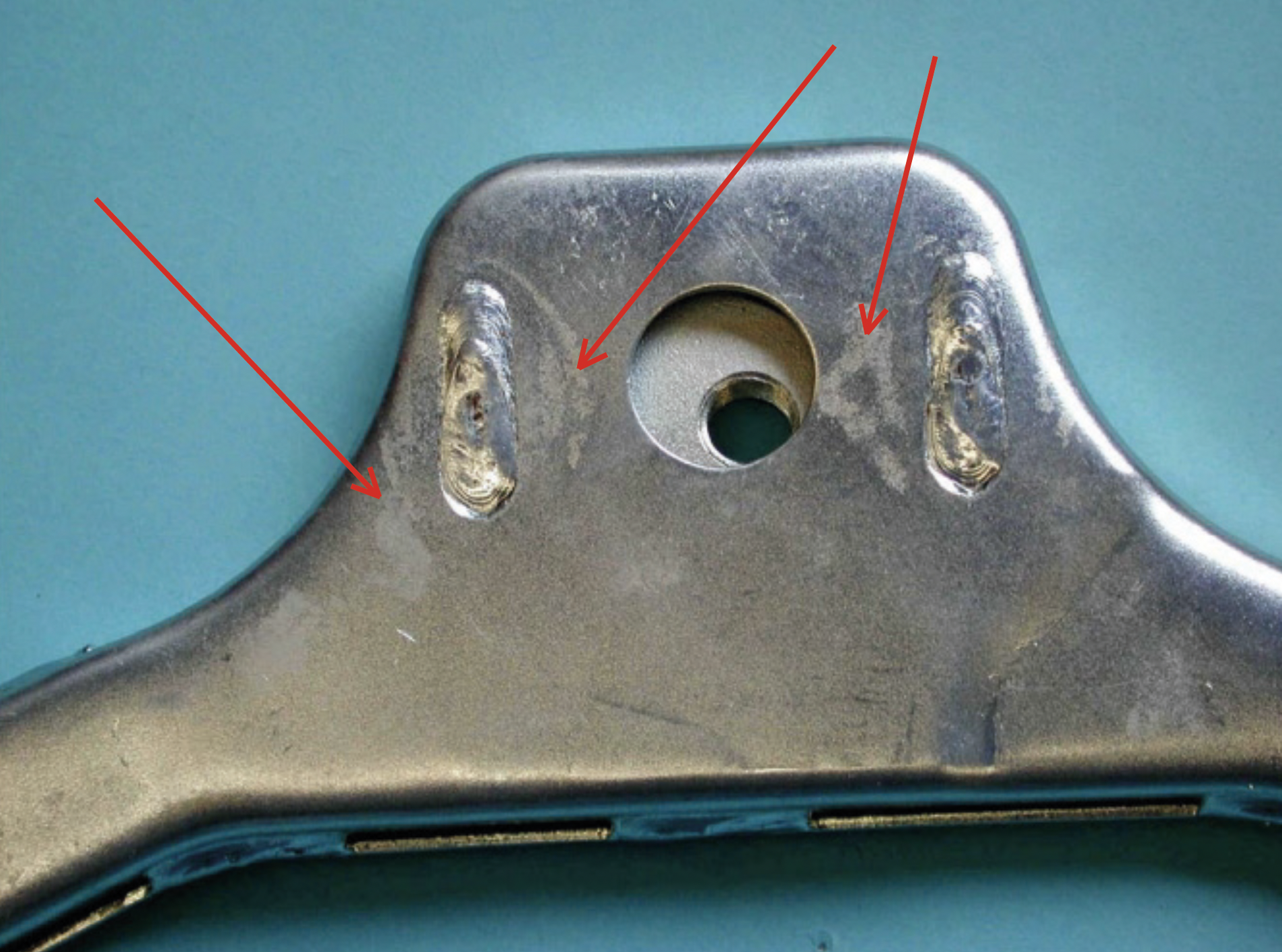
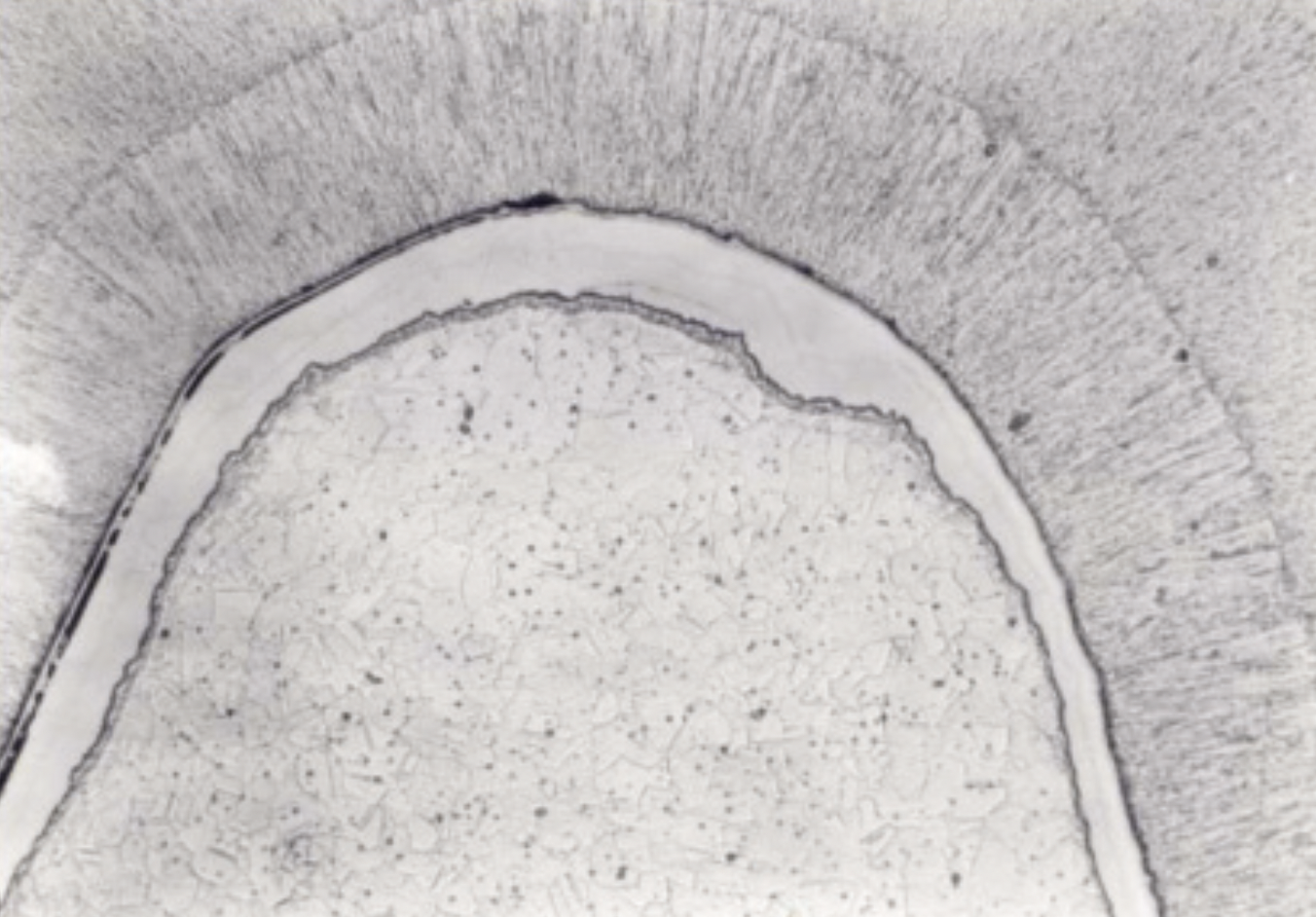
Geringere Schichtdicke in Vertiefungen – früherer Start der Korrosion
In der Galvanik verteilt sich die Schicht nicht überall gleichmässig. Besonders in Vertiefungen und schwer zugänglichen Bereichen fällt die Schichtdicke häufig deutlich geringer aus als an exponierten Stellen. Dies kann die Lebensdauer und Funktion eines Bauteils wesentlich beeinflussen.
Warum Vertiefungen problematisch sind
- Die Metallionen im Elektrolyt gelangen nur eingeschränkt in die Tiefe
- Der elektrische Feldverlauf ist dort schwächer
- Die abgeschiedene Schicht wird dünner
- Korrosion beginnt in diesen Bereichen früher
- Das führt dazu, dass selbst hochwertig beschichtete Teile im tiefen Bereich schneller angegriffen werden als an der Oberfläche.
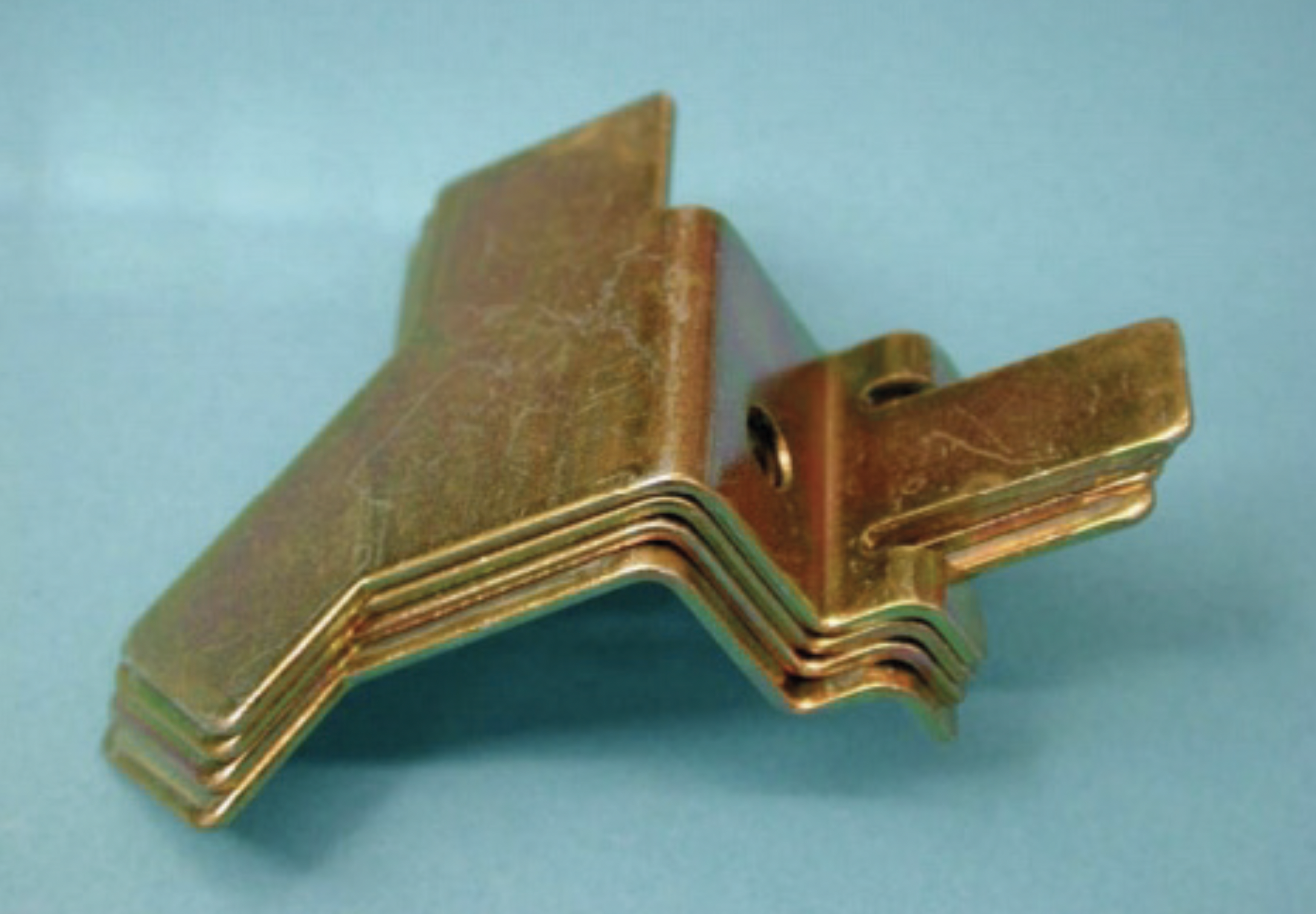
- Beispiel aus der Praxis
Am Beispiel eines Möbelbauteils mit Nickelschicht wird dies besonders deutlich:
In der Vertiefung des Bauteils ist die Schichtdicke sichtbar geringer. Genau dort setzt die Korrosion zuerst ein. Dies zeigt anschaulich, wie wichtig eine gut angepasste Gestaltung und Prozessführung ist, um kritische Bereiche zuverlässig zu schützen.
Ihr Vorteil mit optimierter Konstruktion
Durch konstruktive Anpassungen, gezielte Bewegungsprogramme und die richtige Prozesskombination lässt sich die Schichtverteilung verbessern und die Korrosionsanfälligkeit erheblich reduzieren.
Die Schild Metallveredlung AG unterstützt Sie gerne dabei, auch komplexe Geometrien optimal galvanisieren zu lassen.

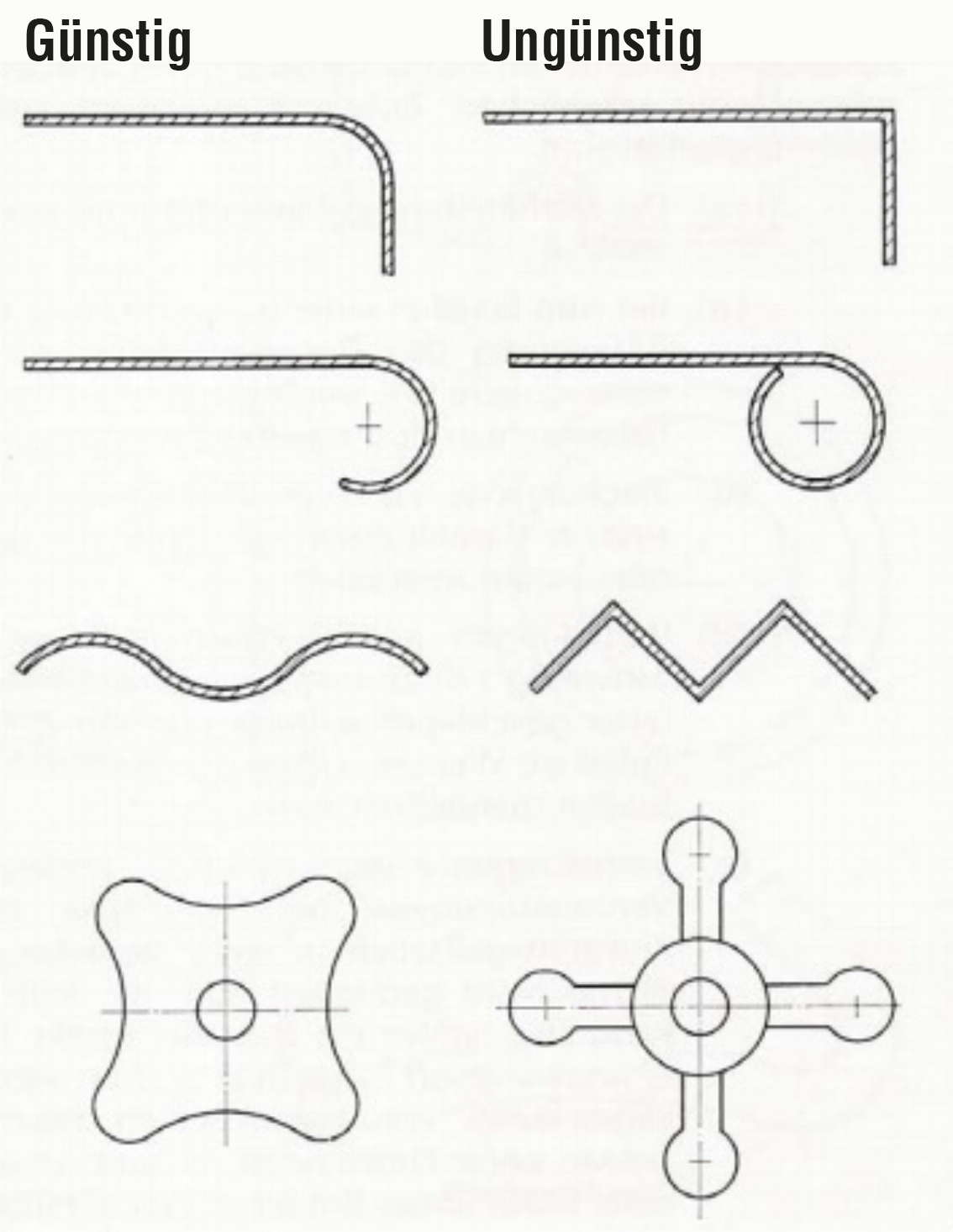
Vergleich von Bauteilgeometrien – gut beschichtbar oder kritisch?
Durch den direkten Vergleich unterschiedlicher Bauteilgeometrien wird schnell sichtbar, welche Formen ideal für den galvanischen Prozess geeignet sind – und wo potenzielle Problemzonen liegen. Diese Analysen helfen dabei, Schwachstellen frühzeitig zu erkennen und Bauteile konstruktiv so zu optimieren, dass ein gleichmässiges, hochwertiges Beschichtungsergebnis erzielt wird.
Typische kritische Bereiche
Vergleiche zeigen klar:
- Schattenzonen:
Bereiche, die schlecht vom elektrischen Feld erreicht werden. Hier entstehen oft dünnere Schichten oder sichtbare Fehlstellen. - Kapillarräume:
Eng liegende Flächen oder Spalte, in denen Flüssigkeiten durch Kapillarwirkung zurückgehalten werden. Korrosion beginnt dort häufig schon während der Trocknung. - Sammelstellen für Medien:
Geometrien, die Prozesslösungen aufnehmen oder festhalten. Dies verursacht Verschleppung, ungleichmässige Schichtbildung oder unerwünschte Ablagerungen. - Ungünstige Überlappungen oder tiefe Sicken:
Diese können die Benetzung beeinträchtigen und die Schichtdicke in der Tiefe
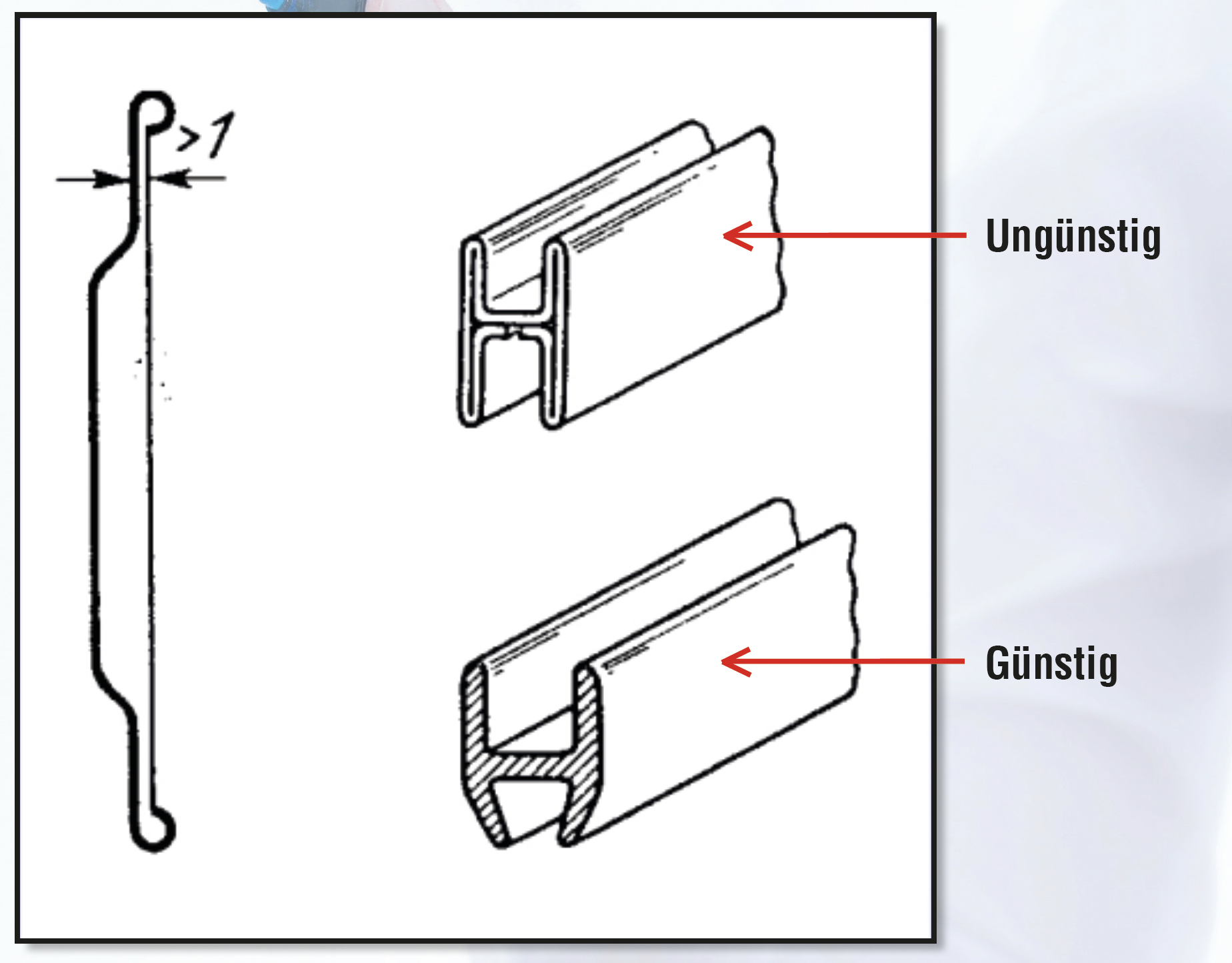
Positive Beispiele für gut beschichtbare Formen
Eine gut für die Galvanik geeignete Geometrie zeichnet sich aus durch:
- offene, zugängliche Formen
- klare Übergänge ohne enge Spalten
- ausreichend grosse Öffnungen für den freien Zu- und Ablauf von Medien
- reduzierte Flächen, die aneinander haften oder sich verhaken können
- konstruktive Vermeidung von Flüssigkeitsansammlungen
Ihr Vorteil: Bessere Qualität durch richtige Formgebung
Ein fundierter Vergleich der Geometrien bietet klare Vorteile:
- weniger Fehlstellen und Reklamationen
- gleichmässige Schichtverteilung
- stabilere Prozesse und geringere Verschleppung
- längere Lebensdauer der Bauteile
- reduzierte Vor- und Nacharbeit
- Die Schild Metallveredlung AG unterstützt Sie gerne dabei, Bauteile so auszulegen, dass sie im galvanischen Prozess zuverlässig funktionieren – auch bei komplexen Formen.

Kanten und Radien – entscheidend für eine gleichmässige Schichtverteilung
Scharfe Kanten wirken sich in der Galvanik nachteilig aus:
Sie begünstigen eine ungleichmässige Metallabscheidung, da sich der Strom an Kanten stärker konzentriert als auf ebenen Flächen. Das führt zu dünnen Schichten an den Flanken und übermässigem Aufbau direkt auf der Spitze – die sogenannte „Kantenschwäche“ des Niederschlags.
Durch abgerundete Kanten (Radien) lässt sich die Schichtverteilung deutlich verbessern. Radien:
- führen zu einer harmonischeren Stromverteilung,
- reduzieren Spannungs- und Stromspitzen,
- verbessern die Kantenqualität,
- und ermöglichen eine gleichmässigere, optisch ansprechende Oberfläche.
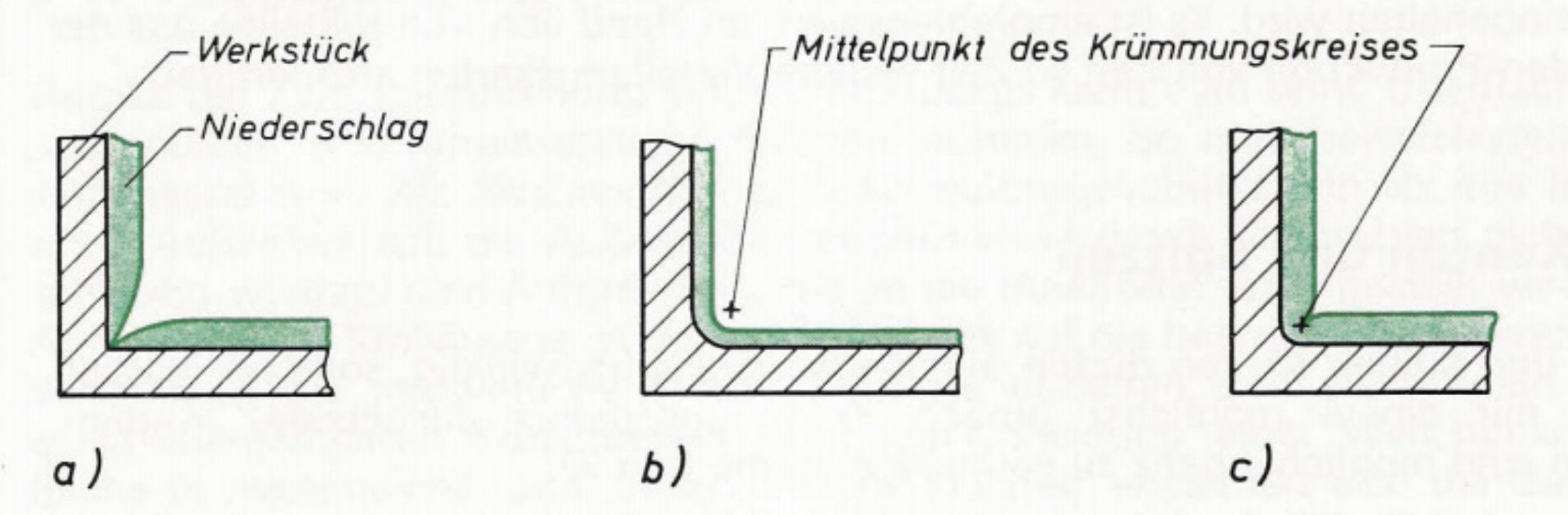
Interessant ist:
Auch wenn scharfe Kanten oft die stärkere Kantenschwäche zeigen, kann ein kleiner Radius diese Effekte deutlich entschärfen und die Prozesssicherheit erhöhen.
Empfehlung:
Kanten sollten konstruktiv immer leicht gebrochen oder gerundet werden – selbst kleine Radien verbessern das Beschichtungsergebnis spürbar und reduzieren Nacharbeit, Ausschuss und Fehlstellen.

Form und Feldlinien – wie Geometrie die Schichtdicke beeinflusst
Die Form eines Bauteils bestimmt den Verlauf der elektrischen Feldlinien und damit die lokale Stromdichte während der galvanischen Abscheidung. An Aussenkanten konzentrieren sich die Feldlinien stärker – dort ist die Stromdichte höher, was zu mehr abgeschiedener Schicht führt.
In Innenzonen, Vertiefungen oder Umformungen verläuft das elektrische Feld schwächer. Die Stromdichte sinkt – und damit auch die Schichtdicke. Diese Bereiche sind anfälliger für:
- dünnere Metallabscheidung
- verringerte Schutzwirkung
- frühzeitige Korrosion
Eine optimierte Formgebung unterstützt eine gleichmässigere Stromverteilung und sorgt für ein deutlich homogeneres Beschichtungsergebnis.


Eine Elektrolysezelle dient dazu, durch Zufuhr elektrischer Energie chemische Verbindungen in ihre Bestandteile zu zerlegen. Im dargestellten Schema wird Wasser (H₂O) in Wasserstoff (H₂) und Sauerstoff (O₂) gespalten.
Aufbau der Zelle
- Anode (–): positiv geladene Elektrode im Elektrolysebetrieb
- Kathode (+): negativ geladene Elektrode
- Elektrolyt: leitende Flüssigkeit, z. B. Wasser mit einem zugesetzten Salz oder einer Säure zur besseren Leitfähigkeit
- Gleichspannungsquelle: liefert die elektrische Energie, die die Reaktion antreibt
- Ablauf der Reaktion
- Anode (Oxidation):
An der Anode werden Wassermoleküle oxidiert. Dabei entstehen Sauerstoffgas (O₂), Protonen (H⁺) und Elektronen (e⁻).
Reaktionsgleichung:
2 H₂O → O₂ + 4 H⁺ + 4 e⁻ - Kathode (Reduktion):
An der Kathode werden die Protonen (H⁺) aus der Lösung zu Wasserstoffgas (H₂) reduziert.
Reaktionsgleichung:
2 H⁺ + 2 e⁻ → H₂ - Ionentransport im Elektrolyten
- H⁺-Ionen wandern zur Kathode, wo sie Elektronen aufnehmen und Wasserstoff bilden.
- OH⁻-Ionen wandern zur Anode und werden dort zu Sauerstoff weiterverarbeitet.
- Gesamtreaktion der Elektrolyse:
- 2 H₂O → 2 H₂ + O₂
- Die Elektrolyse ist ein zentrales Verfahren in der Metallveredelung, Wasserstoffproduktion und vielen industriellen Prozessen.
Die zu galvanisierenden Bauteile dürfen keine Verarbeitung-, Bearbeitungs- und /oder Oberflächenfehler wie zum Beispiel Risse, Porennester, Fremdstoffeinschlüsse, Doppelungen usw. enthalten.
Die Haltbarkeit metallischer und nichtmetallischer Überzüge wird entscheidend durch die Reinheit der Oberfläche beeinflusst. Gut haftende Überzüge können nur auf fettfreien, metallisch reinen Oberflächen erzielt werden. Deshalb wird die Qualität eines Überzugssystems massgeblich von der Vorbehandlung mitbestimmt.
Schmutz muss von der Oberfläche beseitigt werden.
Zunder und Oxide Schneidemulsionen und Konservierungsstoffe sowie Fette, Öle und Schmutz unterschiedlichster Art. Das Material muss sauber Oel und Fett frei dem Galvaniker angeliefert werden.
Konstruktive Anforderungen an Aussteifungsrippen und Stege für eine sichere Beschichtung
Damit Bauteile mit Aussteifungsrippen, Stegen oder ähnlichen Versteifungselementen zuverlässig vorbereitet und galvanisch beschichtet werden können, ist eine korrosionsschutzgerechte Konstruktion unerlässlich.
Mindestanforderungen an Aussparungen
Aussparungen in Rippen, Stegen und Verstärkungen sollten über einen Mindestradius von 50 mm verfügen.
Nur so kann:
- eine vollständige und gleichmässige Oberflächenvorbereitung erfolgen
- der freie Zu- und Ablauf von Prozesslösungen gewährleistet werden
- eine homogene Beschichtung ohne Schattenzonen erzielt werden
Zu kleine oder scharfkantige Aussparungen behindern die Medienströmung und führen zu unzureichender Reinigung und Beschichtung.
Spalten vermeiden – Übergänge verschweissen
Wenn Aussteifungen, z. B. zwischen einem Steg und einem Flansch, erforderlich sind, müssen die Übergänge ringsum verschweisst werden.
Offene Spalten würden:
- Prozesslösungen zurückhalten
- Kapillarräume erzeugen
- Korrosion bereits während der Trocknung begünstigen
- die Oberfläche irreversibel schädigen
Eine vollständig geschlossene Gestaltung ist daher zwingend notwendig.
Vermeidung von Verschmutzungs- und Wasseransammlungen
Aussteifungen müssen so ausgeführt sein, dass sich keine Verunreinigungen oder Wasser in Übergängen oder Taschen sammeln können. Abläufe sollen jederzeit frei sein, um eine zuverlässige Reinigung und Entleerung sicherzustellen.
Normgerechte Gestaltung
Die genannten Anforderungen entsprechen den Empfehlungen der
DIN EN ISO 12944-3:1998-07 – Korrosionsschutzgerechte Gestaltung von Aussteifungen

Eingebrannte Verunreinigungen durch Schweissen – Ursache und Prävention
Ursache
Beim Schweissen von Bauteilen ohne vorherige gründliche Reinigung können Fett, Öl, Schmierstoffe, Schneidmittelund andere Produktionsrückstände auf der Oberfläche verbleiben.
Während des Schweissvorgangs werden diese Verunreinigungen durch die hohe Temperatur eingebrannt. Dieser Prozess wird als Verkohlung bezeichnet.
Die eingebrannten Rückstände:
- sind beim anschliessenden Verzinken oder galvanischen Beschichten nur schwer oder gar nicht vollständig entfernbar,
- führen zu dunklen Verfärbungen, Haftungsproblemen oder ungleichmässigen Beschichtungen,
- erfordern oft zusätzliche mechanische Nacharbeit, z. B. intensives Abbürsten.
Selbst optimierte Reinigungs- und Entfettungsprozesse können eingebrannte Stoffe nicht mehr vollständig lösen.
Fehlervermeidung
Um Beschichtungsfehler und unnötige Nacharbeit zu vermeiden, empfehlen wir:
- Gründliche Vorreinigung der Bauteile vor dem Schweissen, insbesondere Entfernung von Fett, Öl und Schneidmitteln
- Mechanisches Abkratzen oder Reinigen der Schweissnaht vor der Weiterbehandlung
- Verwendung sauberer, geeigneter Schmierstoffe in der vorgelagerten Bearbeitung
- Vermeidung von kontaminierten Oberflächen im Schweissbereich
Durch eine saubere Vorbereitung lässt sich sicherstellen, dass die Oberfläche später gleichmässig verzinkt oder galvanisch beschichtet werden kann – ohne optische Mängel oder Haftungsprobleme.

Dichtschweissfehler – Ursache und wirksame Fehlervermeidung
Ursache
Dichtschweissfehler entstehen, wenn eine Schweissnaht nicht vollständig dicht ausgeführt wurde. Durch die ungeschlossenen Bereiche kann Prozessflüssigkeit in den Hohlraum des Bauteils eindringen.
Da die eingeschlossene Flüssigkeit während des galvanischen Prozesses nicht entweichen kann, bleibt sie im Bauteil zurück und tritt erst später im Ruhezustand, etwa:
- im Trockner,
- während der Lagerung,
- oder sogar erst verpackt auf der Palette,
wieder aus.
Beim Austreten trifft die Flüssigkeit auf die bereits verzinkte Oberfläche und greift die Zinkschicht lokal an. Das führt zu:
- Korrosionsflecken
- Oberflächenverfärbungen
- Blasenbildung
- vorzeitigem Materialangriff
Diese Schäden werden häufig erst nach dem Verzinken sichtbar und sind nicht durch den Beschichter verursacht, sondern konstruktiv bedingt.
Fehlervermeidung
Um Dichtschweissfehler zuverlässig zu vermeiden, empfehlen wir:
Entweder: Das Bauteil zu 100 % dichtschweissen – ohne Spalten, Hohlräume oder offene Schweissbereiche
Oder: Geeignete Ablaufbohrungen anbringen, über die Prozessflüssigkeiten sicher wieder abfliessen können
Nur so lässt sich sicherstellen, dass während und nach dem Verzinkungsprozess keine Flüssigkeit im Bauteil eingeschlossen bleibt und später die Beschichtung angreift.
Eine konstruktiv durchdachte Ausführung ist entscheidend für ein dauerhaft intaktes, hochwertiges Oberflächenbild.

Sackbohrungen – Ursache für Flüssigkeitsansammlungen und Oberflächenschäden
Ursache
Bei Bauteilen mit Sackbohrungen kann sich während der Vorbehandlung oder Verzinkung Prozessflüssigkeit im Bohrloch sammeln.
Da die Sackbohrung nach unten geschlossen ist, kann die eingeschlossene Flüssigkeit:
- während des Prozesses nicht vollständig entweichen,
- erst im Trockner, beim Transport, oder verpackt auf der Palette wieder austreten,
- dabei die frisch verzinkte Oberfläche lokal angreifen und Korrosionspunkte verursachen.
Die Folge sind Verfärbungen, matte Stellen oder Korrosionsnarben, die konstruktiv bedingt sind und nicht durch den Beschichtungsprozess selbst entstehen.
Fehlervermeidung
Damit sich keine Flüssigkeit sammeln oder später austreten kann, stehen zwei sichere Varianten zur Verfügung:
- Optimierte Aufhängung des Bauteils
– Wenn möglich, wird das Bauteil so positioniert, dass Flüssigkeiten frei ablaufen können. - Schutzmassnahmen auf Kundenwunsch
– Falls die Aufhängung keine Alternative bietet, können die Sackbohrungen durch
Schrauben oder Gummistopfen verschlossen werden.
Diese verhindern wirksam das Eindringen von Prozessflüssigkeiten und schützen die Zinkschicht zuverlässig. - Durch diese Massnahmen lassen sich spätere Oberflächenschäden vermeiden und die Bauteilqualität langfristig sichern.

Ursache: Wenn sich am Material eine Klebeband bzw. eine Etikette befand können sich aufgrund der Kleberückstände Flecken entwickeln.
Fehlervermeidung: Etiketten entfernen und die Kleberückstände mechanisch oder mit Lösemittel gründlich reinigen.
Die Teile dürfen nicht direkt mit Klebebänder eingewickelt werden.

Werkstücke mit aufeinander liegenden Oberflächen (z.B. gepunktete Schweissverbindungen von Blechen) können dann unangenehme Korrosionserscheinungen zeigen, wenn durch die Kapillarwirkung der Flüssigkeiten korrosive Prozesslösungen in Zwischenräumen zurückbleiben. Diese zerstören oft schon beim Trocknungsvorgang die Oberfläche. Hierfür übernimmt der Oberflächenbeschichter kein Gewähr. Der Kapillareffekt stört weiter die Trommelbeschichtung flacher Blechteile und ähnlicher Geometrien (Unterlegscheiben etc.). In Verbindung mit Wasser haften die Teile aneinander und können nicht gleichmässig beschichtet werden.
Hier im Bild: Verzunderte Oberfläche nach dem galvanisch Verzinken
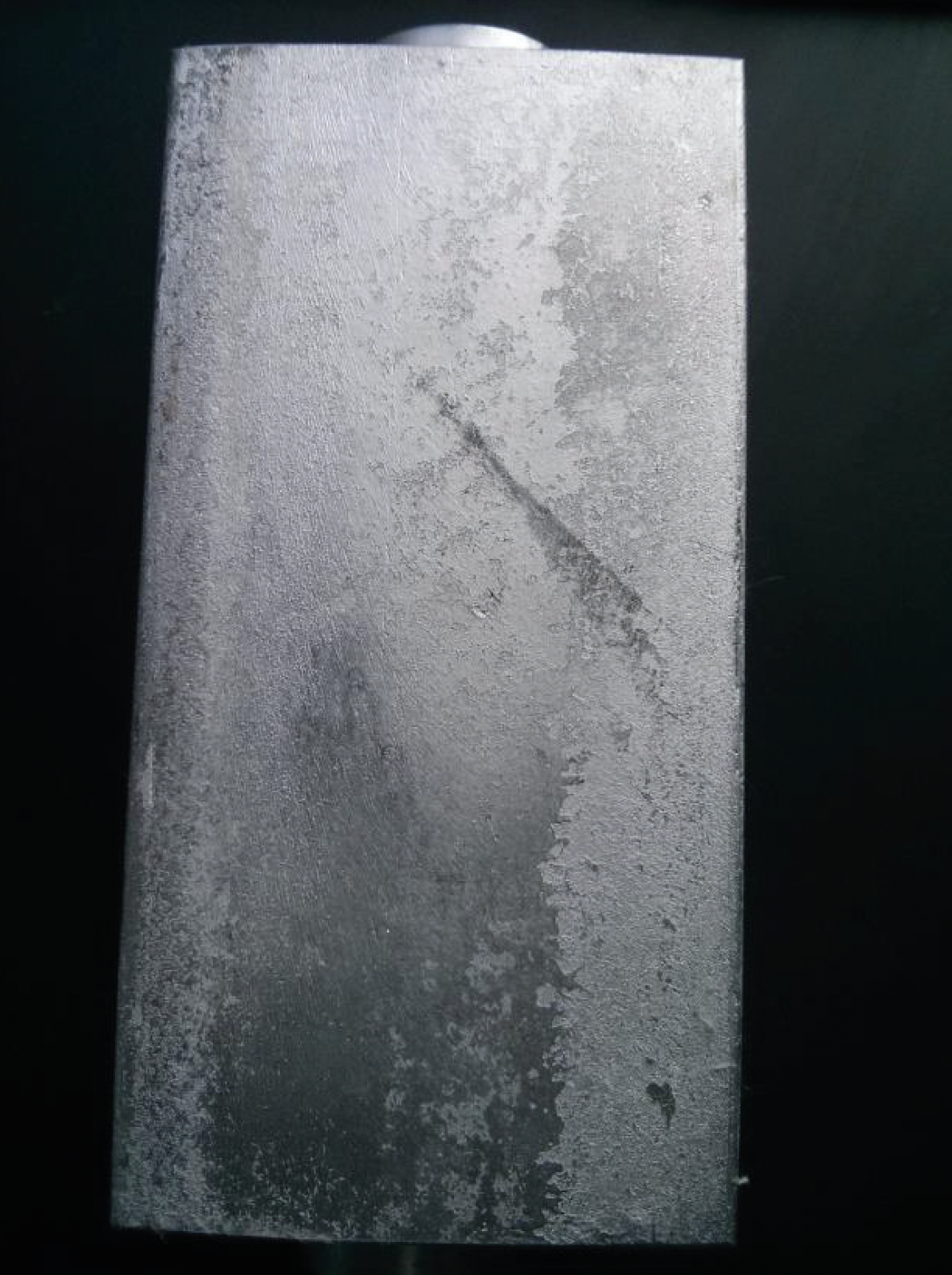
Und hier eine gefräste Oberfläche nach dem galvanisch Verzinken.
Nach Entfernung der Zunderschicht (oben) wurden beide Oberflächen verzinkt. Die gefräste Oberfläche (unten) ist optisch und qualitativ besser als die mechanisch unbehandelte Oberfläche.

Alle wichtigen Metalle des täglichen Gebrauchs lassen sich mit galvanischen Verfahren abscheiden. Die so erzeugten Schichten schützen die Grundwerkstoffe vor Korrosion und geben gleichzeitig ein dekoratives Aussehen.
Von dekorativer Galvanotechnik spricht man, wenn perfekte Optik der Oberfläche gefragt ist, und die aufgebrachte Schicht keine wesentliche technische Funktion erfüllen muss. In einer grossen Palette von verschiedenen Überzügen können der Konstrukteur, der Designer und der Fertigungsplaner die technisch optimale und wirtschaftlichste Oberfläche finden. Verzinken, eventuell kombiniert mit Nachbehandlungen, Zinklegierungs-Schichten, Kupfer/Nickel/Chrom als Schichtsystem, Chemisch Vernickeln, Anodisieren von Aluminium, Versilbern, Vergolden – das alles sind Möglichkeiten der korrosionsschützenden funktionellen Galvanotechnik.